Synchronizing Dual Laser Sensors For Thickness Measurement
OPTIMIZING THE USE OF LASER MEASURING DEVICES
LASER SENSORS FOR DIMENSIONAL VERIFICATION OF LENGTH, WIDTH OR THICKNESS
White Paper: Synchronizing Dual Laser Sensors for Thickness Measurement
Send download link to:
Laser measuring sensors are commonly used in industry and research for dimensional verification of length, width or thickness. Typical applications include determining lumber thickness, steel coil thickness, paper roll width and more. Engineers select non-contact laser sensors because they are highly accurate, fast, and allow the measuring device to be positioned far away from the surface of interest. However, the real-world integration of these devices presents various challenges that cause the measuring solution to exceed the accuracy tolerances for their project. There exist methods for overcoming those sources of inaccuracies.
APPROACHES FOR MEASURING OBJECT DIMENSIONS
There are several methods for measuring the dimension of an object using non-contact sensors. The first method uses a single device to gauge the length, width, thickness, and other dimensions of items that rest against a non-moving surface, often referred to as a reference surface. Without a reference, the laser sensor simply gauges the distance from its target relative to the sensor, not the location of the opposite surface. In the case of an object or material that is moving or not in contact with a reference surface, engineers use two sensor devices. The dimension is measured as the object passes between the two sensors.
SINGLE SENSOR APPROACH
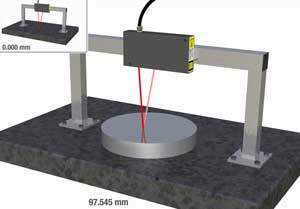
Single sensor approach to laser measurement
Dimensional verification is simple and straightforward when an object is at rest and in contact with a reference surface. This is often the case for bench top and Quality Assurance tests that utilize measurement jigs. A sensor is selected that has sufficient measurement range to accommodate the maximum dimension to be measured. Engineers mount the sensor directly opposite the reference surface. The technician then “zeroes” the sensor to the reference surface using the appropriate configuration settings in the sensor or an equivalent “tare” function in his computer or controller. The sensor reads the object’s height (or thickness, width, etc.) when it is placed in the path of the sensor. The illustration above demonstrates such a single sensor measurement approach.See our suggestions for measuring material thickness on a roller or drum.
DUAL SENSOR APPROACH
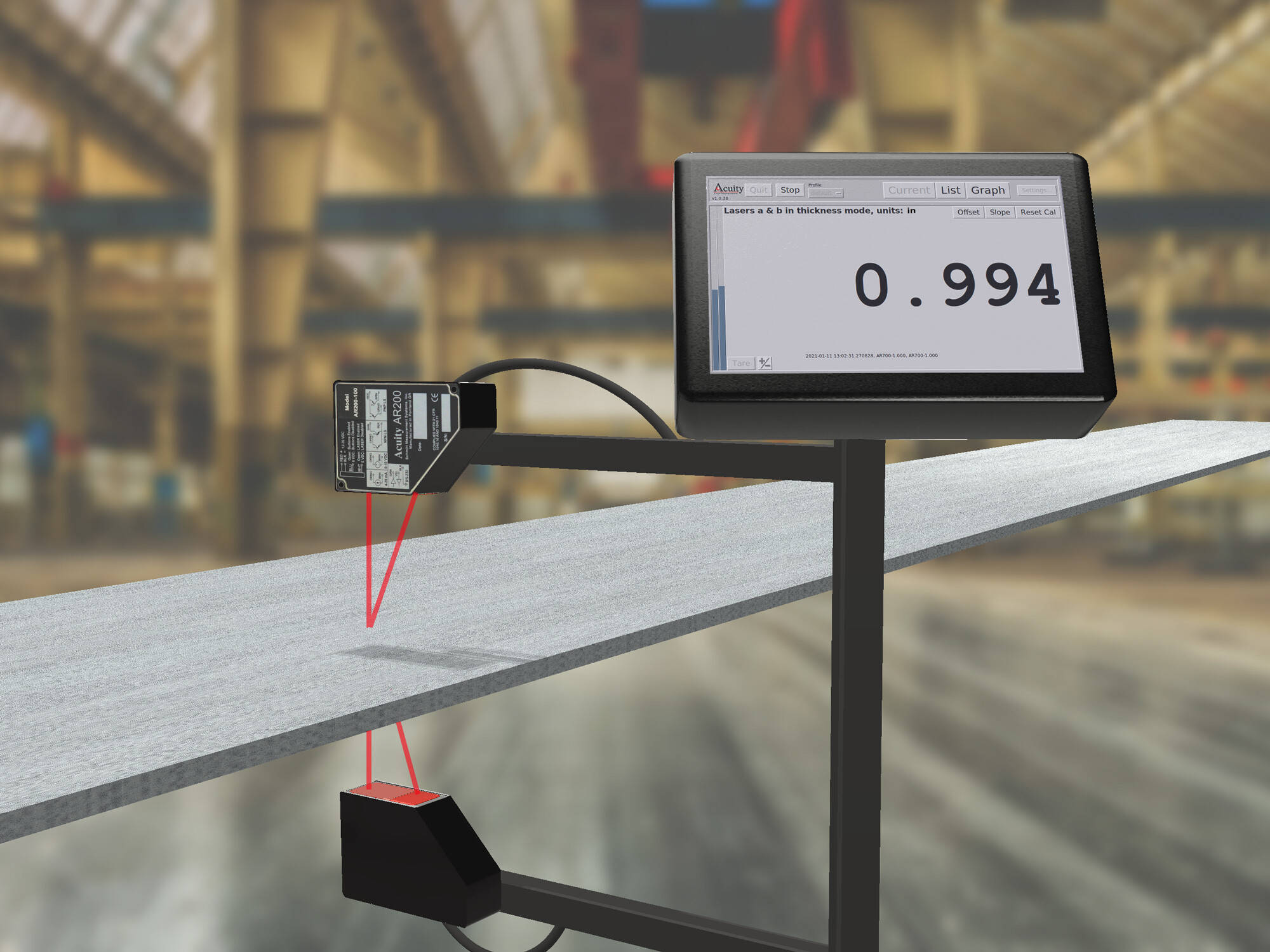
Laser sensor dual thickness measurement
Many industrial applications require two opposing sensors to measure a single dimension because they do not have the ability to measure the object or material relative to a reference surface. Below is an example of width measurement using the dual sensor approach. For dimensional measurements using the dual sensor approach, a primary criterion to be considered is the measuring range—in other words, “how much distance needs to be measured?” One approach is to determine the difference between the minimum and maximum dimensions of the material and then take into consideration the positioning of that material between the sensors. Secondly, it may be necessary to keep the optical devices a safe distance away from physical hazards in the vicinity of measurement station, for reasons of high thermal radiation, potential mechanical crashes or chemical exposures. In the example below, the application depicts the width measurement of a box traveling down a conveyor. The box width may vary from 200 mm to 600 mm, and the box may be positioned anywhere on a one-meter-wide conveyor.

Dimensional measurement spanning nearly the entire width of the conveyor
If one could guarantee that the box was centered across the conveyor, it would only be necessary to use a pair of laser sensors, each with a 200 mm measuring range. In this scenario, each sensor would measure half the width of the smallest or largest boxes. However, the application is not usually this straightforward. Boxes may be located anywhere on the conveyor. Also, unless the engineers implement a positioning system, the box may not be aligned parallel with the movement of the conveyor. Therefore, in the case of a box all the way at the conveyor’s edge, it is necessary to specify laser sensors with enough measuring range to span nearly the entire width of the conveyor. This typically presents a conflict because there is a tradeoff between measuring range and sensor accuracy. In the case of laser triangulation sensors, the sensor’s accuracy (or linearity) is a percentage of the sensor’s measuring range. The longer the measurement range, the less accurate the measurement. For time-of-flight sensors that measure long ranges up to several hundred meters, the typical accuracy has a standard deviation error across the entire measurement range. However, this accuracy figure is typically inferior to that of triangulation sensors. Therefore, to maintain the best accuracy, manufacturers suggest using the shortest allowable measuring range.
IMPORTANCE OF SENSOR ORIENTATION
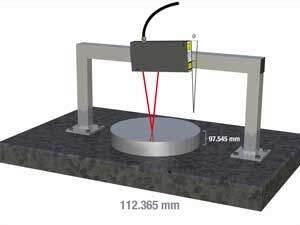
Laser sensor not oriented at a perfect 90° angle to the surface
The orientation of the laser sensor to the target surface must be considered when integrating laser sensors. The linear distance may not be the shortest distance between two points if the laser sensor is not aligned perpendicularly to the target surface. Engineers must quantify the laser’s angle of incidence and compensate for this angle by multiplying by its cosine. Also, engineers should verify with the sensor manufacturer the angle tolerance on the laser emitter relative to its case.
In the example here, the laser sensor is not oriented at a perfect 90° angle to the surface. One can determine the correct dimension by multiplying the laser sensor’s distance reading by the cosine of the angle (off perpendicular).
ALIGNMENT OF OPPOSING SENSORS IS CRITICAL
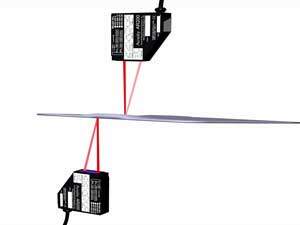
Alignment of opposing sensors
Hardware integrators use two opposing laser sensors to measure differential thickness (or width, height, etc.) when no reference surface exists. This scenario demands that the emitted laser spots of each laser measuring device be properly aimed and aligned through the entire overlapping measurement ranges. If the laser spots are not aligned, the measurement system will fail to measure a true differential. A simple method for testing alignment is to use a thin sheet of paper that will allow the laser spots to be seen from both sides. The paper should be moved to verify laser spot alignment through the entire measurement span. The example below illustrates an improper alignment.
For precision thickness applications, it is imperative that the sensors are aimed directly opposite to each other. For in-process thickness measurements, an alignment offset could mean the difference between satisfactory and scrap product.
MEASURING MOVING TARGETS REQUIRES FAST SENSORS
Nearly all laser sensor manufacturers specify their products under strict (and traceable) testing procedures. However, their data sheets may not tell the full story. Accuracy and resolution of single-point distance sensors, such as those using triangulation and time-of-flight measurement principles, are quantified at specific conditions. For example, Acuity brand laser sensors of Portland, Oregon, USA are tested to white targets of 85% diffuse reflectance. The ambient temperature is 23°C (73°F). Although some laser sensors’ specifications may state a maximum sampling speed, often referred to as a frequency response, manufacturers rarely use this maximum speed during calibration tests. Often, the sampling rate is only five samples per second. The Acuity AR700 sensor has a maximum sampling speed of 9400 Hz, but its specifications are tested at 500 Hz.
Laser sensors used to measure rapidly-moving targets must be configured to sample at a fast rate. Slow sampling of a moving surface will result in an averaging effect as material travels past the sensing device. What is needed is an instantaneous snapshot to capture a near-real-time measurement of the material. This can be accomplished by configuring laser sensors to sample at a very high rate AND instructing them to sample simultaneously. This requires methods for synchronizing two devices to initiate their measurements at exactly the same time and return the distance reading to a data acquisition system.
TWO SENSORS PROVIDE HALF THE ACCURACY
It is often overlooked that laser sensor specifications are written for a single sensor unit, not a system that may use multiple sensors. When using two opposing laser sensors to gauge a part’s dimension, their individual accuracy specifications are additive for the entire system. Engineers must add together the contributions to inaccuracy to verify that it satisfies their project’s tolerances.
THE IMPORTANCE OF SYNCHRONIZATION
We have already discussed the importance of synchronizing sensors for material that moves horizontally past the devices. Without simultaneous “pulsing,” the sensors report averaged distance readings across a surface.
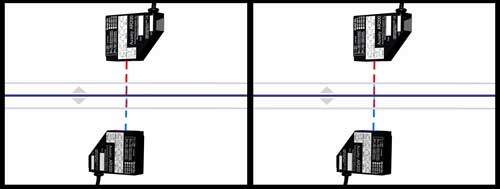
Synchronizing is also important to accommodate material that could be moving or oscillating in the same plane as the sensors. Slow-sampling or non-synchronized laser sensors could pulse at different phases, capturing the material at different positions. The result is a thickness calculation that is falsely enlarged or diminished. The illustration below demonstrates the effects of non-synchronized measurements of vibrating material. For illustration purposes, the bottom laser is shown with a blue beam. The first frame shows sensors that are not synchronized. The initiation of the sampling of the top and bottom sensors is not simultaneous. In the second frame, both sensors are synchronized together and they measure the distance to both sides of a surface at the same time.
METHODS OF SYNCHRONIZING
Some laser sensor developers have already considered synchronization in their design. They know that sensors are often used in pairs and they allow for the physical connectivity of two sensor heads by establishing a master and slave integration scenario. Any trigger command, either through hardware or software, is automatically transmitted to both devices. Distance readings from both sensors are transmitted in a single data stream.
Another popular method for synchronizing multiple sensors involves the use of a hardware trigger. In this mode, continuous sampling is off and there is no output until the sensor is triggered. The laser is temporarily disabled by electrically grounding the Laser Disable wire lead. The Laser Disable input triggers a single sample measurement each time the signal changes from ‘disabled’ to ‘enabled’ by grounding and un-grounding the connection.
Individual samples can be requested by controlling the state of the laser disable function. So long as the trigger leads of multiple laser sensors are electrically connected to the switch or TTL (Transistor–Transistor Logic) circuit, they will be commanded to pulse at exactly the same moment. The response from the sensor can then be received by a data acquisition system, such as a PC computer or PLC, through serial or analog interfaces.
Some sensors do not have connections for external hardware triggers. If these sensors communicate via RS232 termination and have software triggers or commands, it is still possible to synchronize multiple sensors. Synchronizing in this manner requires that the software trigger be executed to both sensors at the same time. Experience has shown that it is not possible to simultaneously execute a command to two (or more) of a PC computer’s serial ports. The solution is to use one serial port as the transmitter of the software commands. The Tx pin of the serial port is electrically connected to the Rx pins of each of the sensors’ serial connectors. The data output from each sensor is then transmitted (Tx) to different serial port Rx pins on the computer side.
CONCLUSIONS
To ensure accuracy in the measurement of an object’s dimensions requires disciplined engineering. After the appropriate sensor is selected and configured, it is necessary to properly align the device. For dual opposed sensor applications, the emitted laser spots must be focused to the identical location in space. Opposing laser sensors should be synchronized using hardware or software triggers to capture near-instantaneous distance readings on moving surfaces.

")
")

")